Surface mechanical and thermochemical properties of materials are closely related to corrosion, fatigue, wear, wettability, biocompatibility of the material and thus are critically important in the reliability, cost effectiveness, applicability, or safety of machinery systems and devices. Accordingly, effective and reliable surface treatment techniques of materials are of great interest of industry and engineering.
Laser surface treatment is a solution for many of those needs and often it is the only solution for a problem. Laser can raise the temperature on the irradiated surface to several thousands of degree and pressure to hundreds of atmosphere in less than a few nanoseconds so that heating, melting, or the generation of intense compressive stress of the material can be achieved easily. By properly controlling process parameters, the thickness of altered layer, level of temperature and pressure, area of processing, etc. can be control with great accuracy. Furthermore, since the laser beam strikes local areas only, unwanted thermal effects such as large heat affected zone can be avoided with laser surface treatment.
Owing to the advantages of laser surface treatment, various types of laser surface treatment have been applied for metals, semiconductors, or alloys. For example, laser transformation hardening of pearlitic grey cast iron using a kilowatt level continuous wave Nd:YAG laser beam for automotive applications, laser shock hardening of aluminum alloys and titanium alloys for aerospace industry, laser shock hardening of stainless steel for nuclear power plant, laser treatment of bone-implant materials to improve bio-compatibility, laser alloying of magnesium alloys to enhance hardness and corrosion resistance, laser modification of surface properties of silicon to improve its wettability and adhesion characteristics, laser cladding of turbine blades, etc. have been reported (FIG. 1).
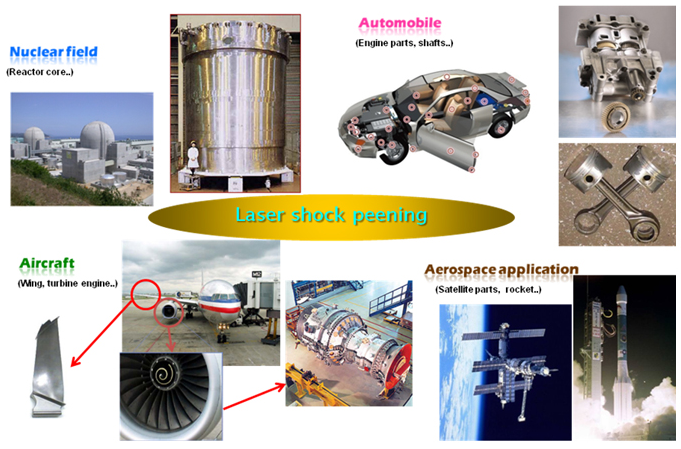 Fig. 1 Application examples of laser shock peening for surface treatment of metals
Fig. 1 Application examples of laser shock peening for surface treatment of metalsIn our laboratory, we used the nozzle type laser shock peening system to improve the efficiency such as working time (Table. 1). Also, the particles during the laser peening process were removed on nozzle type system compared to chamber system. Nozzle type laser shock peening system can irradiate the laser and water simultaneously (Fig. 2).
Table. 1 Comparison between chamber and nozzle types LSP system
Fig. 2 Nozzle type laser shock peening system
2205 Duplex stainless steel
In our laboratory, laser shock peening was applied to 2205 duplex stainless steel to improve the mechanical properties. The compressive residual stress was increased 100 MPa (not peened) to 280 MPa (peened) and developed reaches up to about 0.8 mm (Fig. 3). The surface hardness of laser shock peening sample was increased about 30% compared to unpeened sample (Fig. 3). In case of other mechanical properties, wear volume was reduced by maximum 39% and corrosion rate was reduced by maximum 74.2%. Based on the results, it is considered that LSP is a practical option to minimize abrasive deterioration and corrosion of rotating parts of high capacity seawater desalination pumps.
Fig. 3 Effect of laser shock peening on (left) the compressive residual stress and (right) surface Vickers hardness
H. Lim et al., "Enhancement of abrasion and corrosion resistance of duplex stainless steel by laser shock peening", Journal of Materials Processing Technology, Vol 212 (2012) pp. 1347 - 1354
Cast Aluminum-silicon alloy
Piston friction is the primary cause of power loss in automotive engines and thus reducing the friction on piston surface is crucial for the improvement of engine performance. In our laboratory, wear characteristics were improved by using laser shock peening. The surface hardness and compressive residual stress were increased about 22% and 133.5% in optimum conditions (intensity of 4 GW/cm2, overlapping ratio of 50% and protective coating was not used). The friction coefficients of peened sample were 20, 42 and 45 % lower than that of unpeened sample under different loading conditions (Fig. 4). Mass loss by wear also decreased by 94% between unpeened and laser peened samples.
Fig. 4 Friction coefficient of the unpeened and laser peened samples under different loading conditions
J. Park et al., "Improvement of friction characteristics of cas aluminum-silicon alloy by laser shock peening", Journal of Materials Processing Technology, Vol 266 (2019) pp. 283 - 291
